ハウジングにベアリングを圧入する方法には、プレス圧入方法と冷やしばめの2種類があります。
冷やしばめ
冷やしばめは窒素とドライアイスを使います。 プレス圧入方法と比較すると効率的で、より正確な設置結果を得られます。 収集ばめはベアリングの機能を低下させることがあるので、お控えください。
プレス圧入方法
一般的にオイルレスベアリングをハウジングに圧入させる方法で、マンドレルとプレス機械を使います。 図のようにオイルレスベアリングはハウジングに治具(Jig、固定装置)を使用し、小型プレスで圧入します。 大きな製品を圧入する場合は、ベアリングの外径とハウジングの内径に面取り加工をした後、オイルを使うと圧入しやすくなります。
治具マンドリル
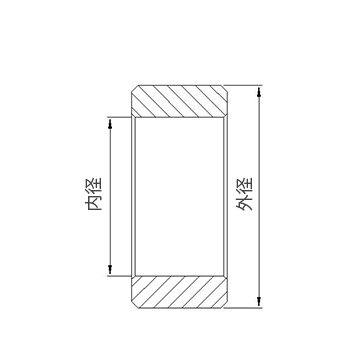
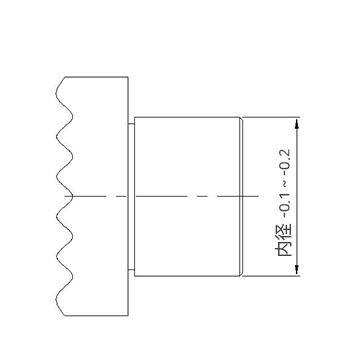
ブッシング
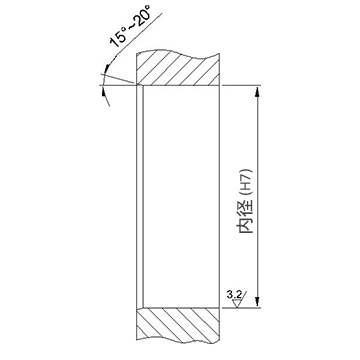
ハウジング
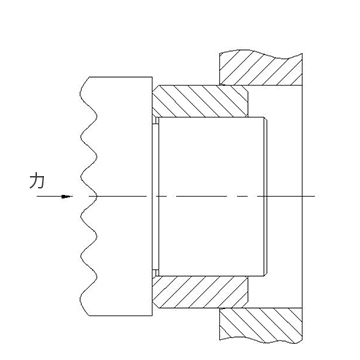
プレスフィッティング
注意事項
- 軸は研磨(Ra0.8)を原則とします。
- ハウジングと軸はカタログの寸法表上の公差を忠実に守ってください。
- ベアリングの軸は偏らないように、水平を維持してください。
- 異物の混入は有害なので、シーリングを推奨します。
- 軸を特別に熱処理する必要はありませんが、クロムめっき処理をすると寿命がはるかに長くなります。
ΔD ≒ D x a x (T0-T1)
熱膨張係数
#500SP : a = 2.2 X 10-5℃
#500B : a = 1.8 X 10-5℃
#500F : a = 1.2 X 10-5℃
* 直径が500mm以下の時の参照
例) #500SP I.D 100 x O.D 130 x 100L
常温20℃ 冷却温度-70℃の場合
ΔD = 130 x 2.2 x 0.00001 X (20 - (-70)) = 0.2574