単位時間と単位面積あたりに発生する摩擦熱量Qは、以下の通りです。
Q = μ·P·V/J (kcal/min)
J : 単位運動あたりの摩擦熱量(≒427kgf-m/kcal)
μ : 摩擦係数
P : 面圧(kgf/cm2)
V : 運動速度(m/min)
摩擦熱の発生は、面圧よりも速度が重要な要因として作用するため、同じPV値内でも、速度が速い方の潤滑に特に注意し、軸とベアリングが燃えてくっつく焼着現象を防ぐ必要があります。
| 区分 | 軸の材質 | 硬さ | 研磨度 |
|---|---|---|---|
| 一般用 | SM35C以上の一般構造用の鋼 | 異物の混入がある時は硬度の高い材質の使用を推奨 ロックウェル"C" 35以上 |
3~12μ |
| 高温用 | SUH、SUSの耐食性鋼、またはクロムめっき | ||
| 腐食性用 | クロムめっき |
- 100˚C以上の高温で使用時は、熱膨張量分、軸をさらに削ってください。
熱膨張量 = 軸熱膨張量係数(α) x 軸径(d) x (雰囲気温度-室温)
例) #500SPの α : 2.2 x 10-5/˚C - 海水中、薬液中では2~3種のクロムめっきが理想的です。
- 高圧、微動条件では軸の窒化処理が効果的です。
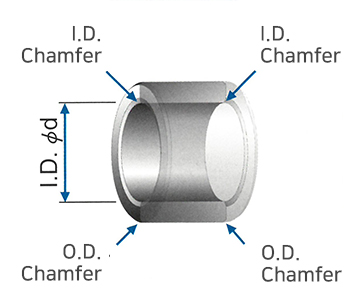
オイルレスベアリングの両端は、応力集中を防ぐために角の面取りを推奨します。
| 内径区分 | 内外径面取り基準 |
|---|---|
| 80以下 | 0.5C |
| 80 ~ 200 | 1.0C |
| 200~ 300 | 1.5C |
| 300以下 | 2.0C |
標準的なベアリングの厚さは次の公式で計算します。