단위시간과 단위면적당 발생되는 마찰열량 Q는 다음과 같습니다.
Q = μ·P·V/J (kcal/min)
J : 단위운동당 마찰열량(≒427kgf-m/kcal)
μ : 마찰계수
P : 면압(kgf/cm2)
V : 운동속도(m/min)
마찰열 발생은 면압보다도 속도가 주요 요인으로 작용하므로 동일 PV 값 이내라도 속도가 빠른쪽의 윤활에 특히 주의해서 축과 베어링이 타 붙는 소착현상을 방지해야 합니다.
| 구분 | 축재질 | 경도 | 연마도 |
|---|---|---|---|
| 일반용 | SM35C 이상의 일반 구조용 강 | 이물질 침입이 있으면 높은 재질 사용을 권장 로크웰"C" 35이상 |
3~12μ |
| 고온용 | SUS의 내식성 강 또는 크롬도금 | ||
| 부식성용 | 크롬 도금 |
- 100˚C 이상의 고온에서 사용 시는 열팽창량 만큼 축을 더 깍아 주십시오.
열팽창량 = 축 열팽창량계수(α) x 축경(d) x (분위기 온도-실온)
예) #500SP의 α : 2.2 x 10-5/˚C - 해수중, 약액중에서는 2~3중의 크롬도금이 이상적입니다.
- 고압, 미동조건에서는 축의 질화처리가 효과적입니다.
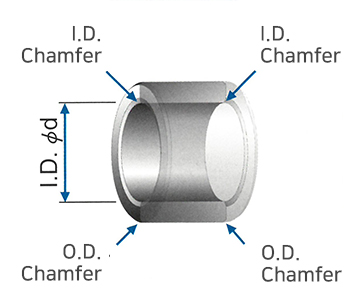
오일레스 베어링의 양끝은 응력 집중을 막기 위해 모서리 다듬기를 해주면 이상적입니다.
| 내경 구분 | 내외경의 다듬기 기준 |
|---|---|
| 80이하 | 0.5C |
| 80 ~ 200 | 1.0C |
| 200~ 300 | 1.5C |
| 300이하 | 2.0C |
표준적 베어링의 두께는 다음의 공식으로 구합니다.